
Le Tungsten Inert Gas (soudage TIG) est un procédé de soudage au gaz protecteur ainsi qu'un des procédés de soudage par fusion. Il est utilisé chaque fois que des soudures de qualité optimale et sans projections sont requises et convient, entre autres, aux aciers inoxydables, aux alliages d'aluminium et de nickel, mais également aux tôles fines en aluminium et en acier inoxydable. Le soudage TIG est utilisé dans la construction de pipelines et de conteneurs, la construction de portiques et les applications aérospatiales.
Lors du soudage TIG, le courant requis est fourni via une électrode en tungstène qui résiste à la chaleur et ne fond pas. Cette électrode émet un arc qui chauffe et fait fondre le matériau. Une buse de gaz de protection est située autour de l'électrode, de manière à protéger le matériau chauffé des réactions chimiques avec les gaz présents dans l'environnement. A cet effet, on utilise les gaz rares argon, hélium ou leurs mélanges. Les gaz inertes, c'est-à-dire non réactifs, empêchent les réactions chimiques avec le bain de soudure liquide et le matériau chauffé, garantissant ainsi des cordons de soudure de haute qualité.
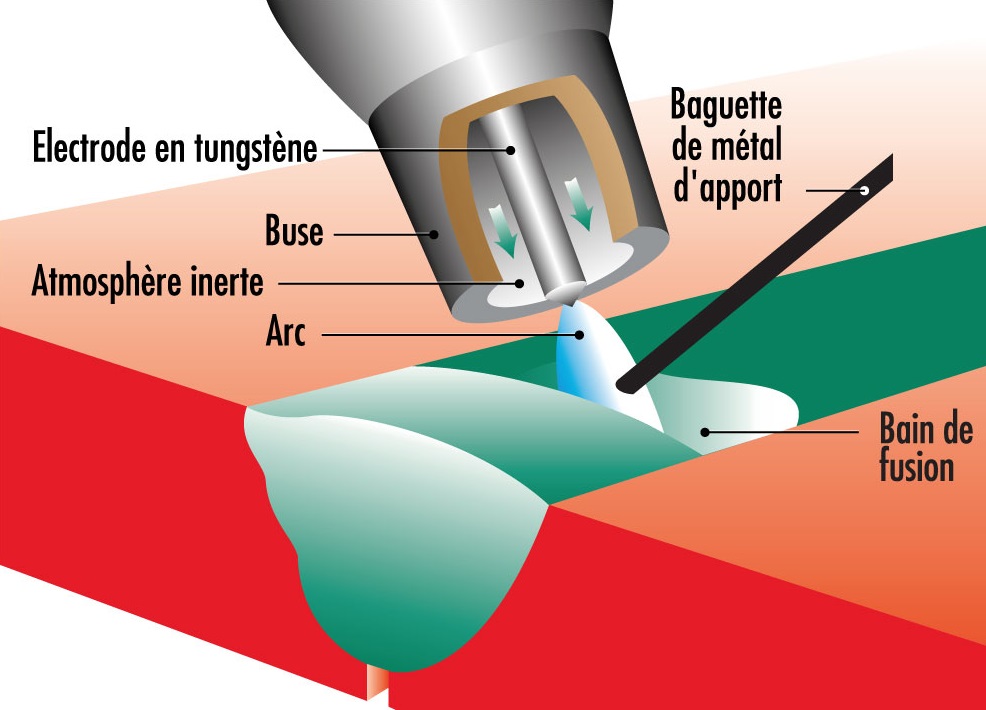
Étant donné que l'électrode en tungstène ne fond pas, lors du soudage TIG, le matériau d'apport est ajouté à la main ou de manière mécanisée à l'aide d'un dévidoir externe.
L'électrode en tungstène est au cœur du soudage TIG. À 3 380 °C, le tungstène a le point de fusion le plus élevé de tous les métaux purs du tableau périodique. Cela signifie que l'électrode ne fond pas lorsqu'elle déclenche un arc qui chauffe et fait fondre le matériau. Les électrodes sont produites par frittage. Pour améliorer leurs propriétés, ils peuvent être alliés à des additifs oxydés. Les électrodes sont codées par couleur selon l'alliage :
TUNGSTÈNE PUR (WP) (VERT) :
TUNGSTÈNE DE TERRES RARES (WS2) (TURQUOISE) :
Peut être utilisé avec tous les matériaux
Excellentes caractéristiques de déclenchement
Durée de vie plus longue que les électrodes WT ou WC
TUNGSTÈNE CÉRIÉ (WC 20) (GRIS) :
Peut être utilisé avec tous les matériaux
Bonnes caractéristiques d'allumage
LANTHANE TUNGSTÈNE (WL 20) (BLEU) :
Durée de vie plus longue que les électrodes en tungstène/thorium ou en tungstène/oxyde de cérium
Propriétés d'inflammation inférieures
Soudage TIG : les avantages
Aucune formation de projections de soudure
Qualité esthétique particulièrement élevée des cordons de soudure
Toutes les positions de soudage sont possibles
Très haute qualité des cordons de soudure
Soudage TIG : les inconvénients
Cela nécessite un haut degré de compétence
Vitesses de soudage réduites
Il est absolument nécessaire d'enlever la rouille lors de la préparation du cordon de soudure
Ne convient pas aux pièces épaisses
Soudage TIG : variantes du procédé
L'alimentation en fil froid augmente la productivité : la vitesse de soudage augmente et le métal d'apport est amené de manière précise et uniforme dans le bain de fusion. De cette façon, même les soudeurs moins expérimentés peuvent obtenir d’excellents résultats.
Le soudage TIG au fil chaud a été développé à partir du procédé au fil froid. Lors du soudage TIG au fil chaud, le métal fondu est chauffé. Cela présente divers avantages : la quantité et la vitesse de dépôt augmentent, la vitesse de soudage augmente et la fusion est réduite.
Le procédé de soudage ArcTig est une variante du procédé TIG pour le soudage mécanisé des joints. Il permet d'obtenir des cordons de soudure d'excellente qualité, un soudage à pénétration complète fiable au premier passage et une qualité de soudure très élevée. Grâce à la vitesse de soudage plus élevée et à la réduction du travail de préparation des joints, le procédé ArcTig rend également l'ensemble du processus de soudage plus économique.
Le placage est un processus par lequel les composants sont recouverts d'alliages spéciaux pour prolonger considérablement leur durée de vie. Ce revêtement est réalisé par électrofinition mécanisée. Fronius Speed Cladding rend le processus de revêtement jusqu'à trois fois plus rapide et plus efficace.
La configuration de base de l’équipement de soudage orbital comprend un tuyau fixe et une torche/tête de soudage TIG mobile qui se déplace autour du tuyau. La technique de soudage orbital est utile chaque fois qu'une qualité uniforme des billes doit être obtenue dans des conditions contrôlées. Les principaux domaines d'utilisation de cette technologie de soudage sont donc la construction de canalisations, le secteur alimentaire et l'industrie chimique. Avec la technique orbitale, il est non seulement possible de réaliser des raccordements tube à tube, mais également de souder des tubes dans des plaques de fondation.
Parmi les matériaux les plus utilisés en soudage TIG, on trouve les aciers inoxydables, les alliages d'aluminium et de nickel, ainsi que les tôles fines d'aluminium et d'acier inoxydable. Avec un dévidoir mécanisé, des vitesses de soudage économiques peuvent être obtenues pour des épaisseurs de tôle inférieures à 4 mm. Pour les tôles plus épaisses, le confort diminue et le procédé TIG n'est recommandé que pour le soudage en première passe. Des procédés plus puissants, comme le soudage MIG/MAG ou à l'arc submergé, conviennent au soudage des cordons de renfort.






